In the era of Industry 4.0, Three-Phase Drives have transitioned from simple motor speed controllers to critical energy management hubs. Global industrial electricity consumption accounts for over 40% of total usage, with motor-driven systems being the primary consumers. Our VFD technology enables up to 50% energy savings by precisely matching motor output to actual load requirements.
Modern manufacturing demands intelligence. Shenzhen NovaVolt integrates advanced Current Vector Control and sensorless algorithms, allowing drives to self-diagnose and optimize performance in real-time. This predictive maintenance capability reduces downtime and extends the equipment lifecycle significantly.
The global market for Variable Frequency Drives (VFD) is projected to reach $31 billion by 2027. Driving this growth is the increasing adoption of renewable energy, particularly solar irrigation systems and off-grid power solutions, where three-phase drives act as the bridge between DC generation and AC consumption.

Driven by Innovation, Powered by Expertise. With over 20 years of experience in industrial electrical control systems, Shenzhen NovaVolt Service Co., Ltd. stands as a beacon of reliability in the power electronics sector. Our R&D team comprises senior engineers from Fortune 500 companies, holding over 30 technical patents.
We invest 10% of our annual revenue into research, ensuring our three-phase drives meet the rigorous demands of the global export market. From CE compliance to advanced electromagnetic compatibility (EMC) testing, our products are engineered for the world's most challenging environments.
Located in Shenzhen, the silicon valley of hardware, NovaVolt benefits from an unparalleled ecosystem. We source premium components, from IGBT modules to high-grade capacitors, with logistical efficiency that reduces lead times by 30% compared to Western competitors.
Our PCBA manufacturing involves 10+ critical processes: solder paste printing, SMT placement, reflow soldering, and Automated Optical Inspection (AOI). Every unit undergoes full-load burn-in testing to guarantee zero-defect delivery.
Unlike rigid manufacturers, we offer "Information Gain" through localized solutions. Whether you need specific communication protocols (Modbus, Profibus) or harsh-environment IP65 enclosures, our engineering team provides rapid prototyping and validation.
Solar-powered water pumps utilizing our VSD (Variable Speed Drive) technology are transforming farming in arid regions, maximizing water output even under fluctuating solar intensity thanks to MPPT algorithms.
Controlling fan and pump speeds in commercial buildings can reduce carbon footprints significantly. Our drives integrate seamlessly with building management systems (BMS).
With high-power braking resistors and robust vector control, our VFDs manage heavy-duty conveyors and crushers, providing high torque at low speeds and regenerative braking capabilities.
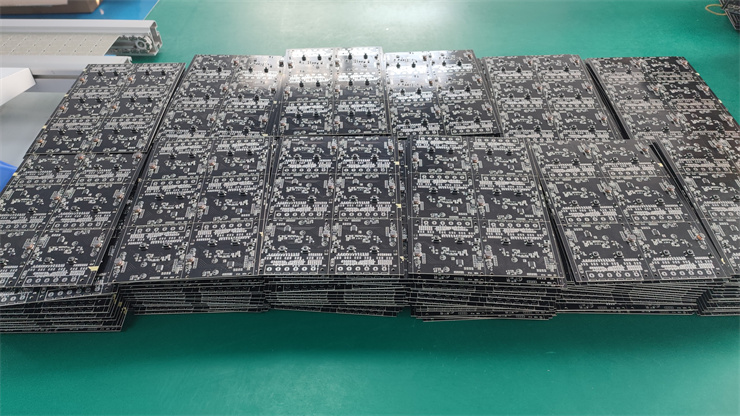
Raw Materials
DIP Process

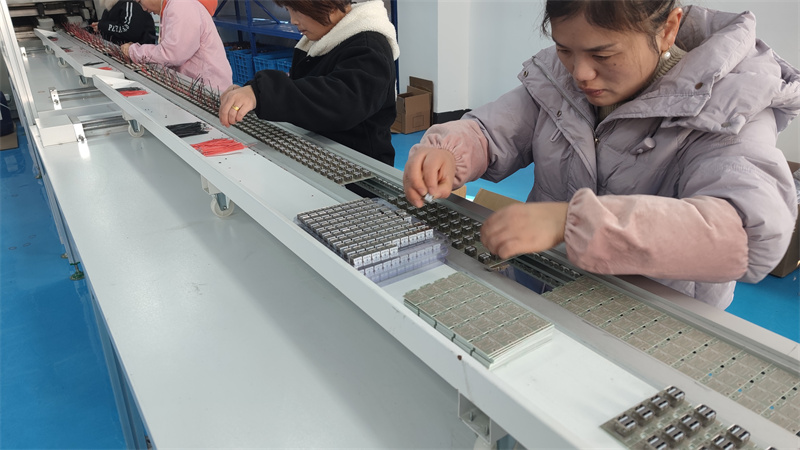
Wave Soldering
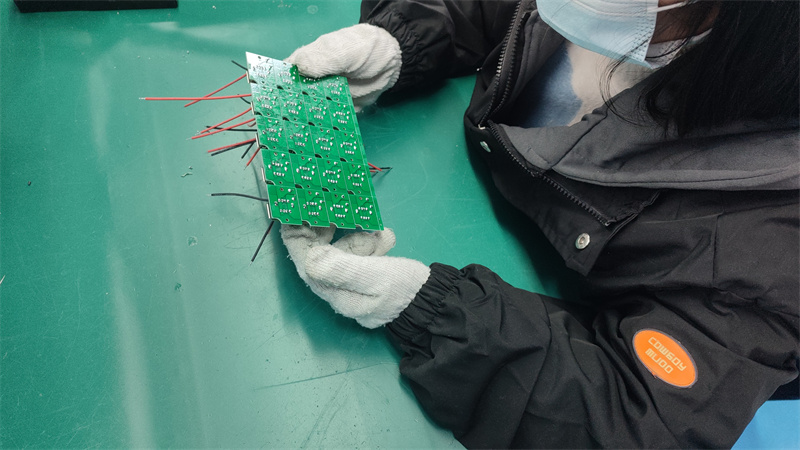
Inspection

Assembly
For international buyers and procurement officers, selecting the right partner is vital for project success. At NovaVolt, we address the three pillars of global sourcing:
We focus beyond the initial price tag. Our drives are engineered for MTBF (Mean Time Between Failures) of over 50,000 hours, significantly reducing maintenance and replacement costs over time.
Whether you are in the EU requiring RoHS and CE, or North America needing UL-compliant designs, our engineering team ensures that every export meets local safety and performance regulations.
We provide comprehensive documentation, white papers, and remote technical support. Our ERP system ensures full traceability, meaning every component in your drive can be tracked back to its batch and test results.
Vector control (FOC) allows for independent control of motor magnetic flux and torque, providing high performance at low speeds and better dynamic response. V/f control is a simpler method used for applications with predictable loads like fans and centrifugal pumps.
Yes, we provide VFDs with conformal coating on PCBs and offer various IP-rated enclosures (IP20 to IP65) to protect against dust, moisture, and chemical corrosion common in mining and textile industries.
We implement a multi-stage testing protocol: SMT AOI, manual visual inspection, PCBA functional testing, and a final 24-48 hour load test in a high-temperature burn-in room.
Absolutely. We partner with several global industrial brands to provide customized firmware, localized hardware interfaces, and branded housing designs while maintaining the highest technical standards.















